
La Fiche Suiveuse vs l’Instruction de Travail
Les documents présents dans les ateliers de production
Divers types de documents, dont la fiche suiveuse, sont présents dans les ateliers de production.
Ce sont des documents :
– réglementaires :
- consignes de sécurité,
- consignes d’utilisation…
– techniques
- gammes de fabrication, gammes de réglages
- plans cotés
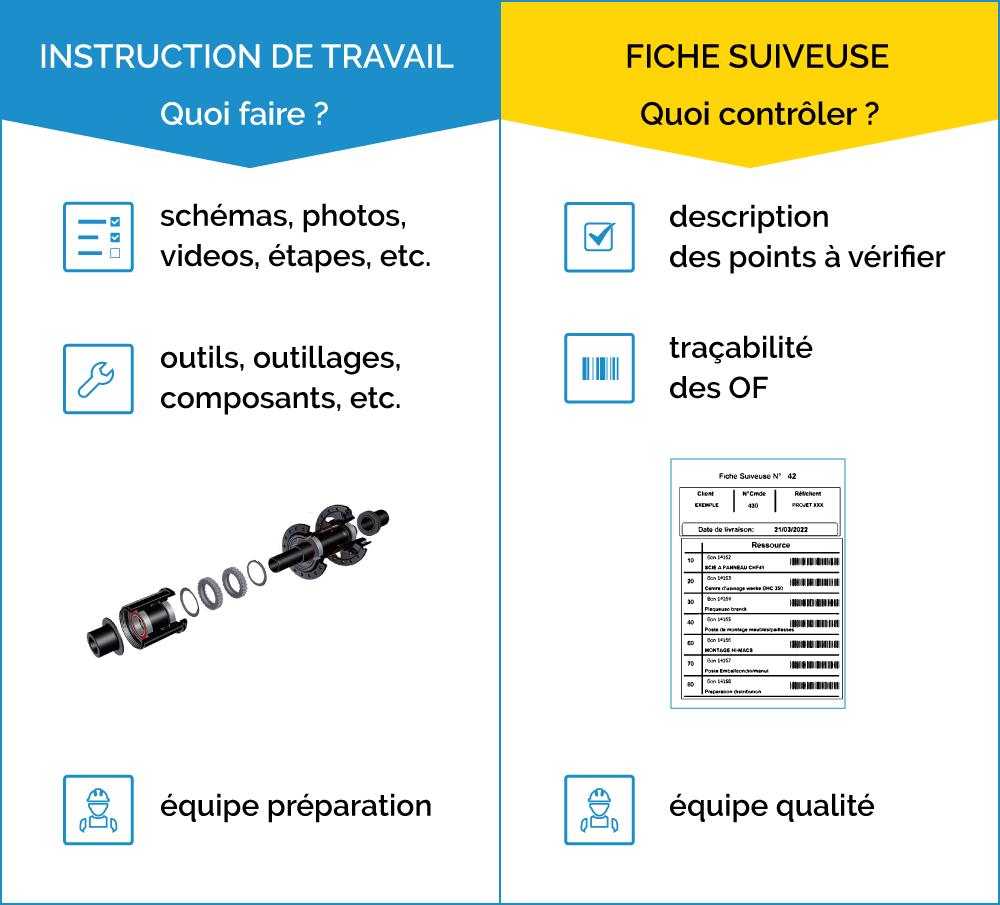
- instruction de travail (IT) ; elle décrit quoi faire et comment le faire
– de traçabilité
- fiche suiveuse (FS) ; elle est la garantie de la traçabilité de la pièce ou de l’Ordre de Fabrication (OF)
Les documents de traçabilité : instruction de travail et fiche suiveuse
L’instruction de travail est un document uniquement descriptif.
Elle décrit le plus précisément possible le processus opératoire. Elle contient des schémas, des photos, des vidéos, des diagrammes, des étapes, des consignes, liste les outils, les outillages, les EPI, les composants… Bien que présente tout au long de l’opération, elle n’a pas vocation à capitaliser de l’information mais reste bien la garante du « savoir-faire » usine.
La fiche suiveuse est un document de capitalisation.
La fiche suiveuse liste les points à vérifier et sert à tracer des informations relatives à l’OF (identification des composants, des équipements, des outils, MP…).
Présente toute au long de l’opération, elle doit être archivée à la fin de l’OF car garante du respect de la bonne vérification des données critiques.
Une fiche suiveuse informatisée devient partie intégrante du logiciel MES ou de l’ERP de l’entreprise.
Les liens entre l’instruction de travail et la fiche suiveuse
Exemple 1
- instructions de travail : coller A sur la partie B. Vérifier que le décrochement de A par rapport à B est > 5mm.
- fiche suiveuse : n° lot de colle utilisée + date de péremption. Mesure du décrochement entre A et B.
Exemple 2
- instructions de travail : serrer la vis n°8 avec la visseuse dynamométrique de couple 8 Nm
- fiche suiveuse : n° identification de la visseuse utilisée + date de dernier étalonnage.
On mélange ici du descriptif (ce qu’il faut faire) et de la traçabilité (ce qu’il faut contrôler). L’opération de travail se transforme alors en un imposant dossier papier, comptant un grand nombre de pages.
Le fait de mixer de la description de processus et du contrôle peut également poser question. Une instruction de travail et une fiche suiveuse peuvent être en effet soit :
- indépendantes : on veut contrôler le décrochement entre A et B. La mesure est alors indépendante du moyen d’assemblage (collé ou vissé)
- fortement liées : on colle A et B. Dans ce cas le suivi de la date de péremption du pot de colle est important. Ce qui n’a pas de sens si au lieu de coller on visse A et B.
Instructions de travail et fiche suiveuse sont donc toujours à créer et à modifier « en parallèle ». Cependant, ces 2 documents sont de nature différente et pire encore, souvent rédigés par 2 équipes distinctes :
- L’instruction de travail est rédigée par l’équipe préparation = « Quoi faire »
- La fiche suiveuse est rédigée par l’équipe qualité = « Quoi contrôler »
De plus, il n’y a pas de rapport quantitatif entre les deux :
- une opération complexe peut nécessiter 5 pages de description mais aucun suivi de traçabilité
- une opération simple peut demander de nombreuses saisies traçant la qualité d’aspect et les suivis dimensionnels
La solution que CT Infodream préconise
Plutôt que d’avoir un document long et lourd mélangeant à la fois le savoir-faire et la traçabilité, nous préconisons de dissocier ces deux notions :
- une partie description du processus, qui va expliquer, décrire, montrer ce qu’il y a à faire et comment on doit le faire, y compris avec des explications vidéo si besoin
- une partie saisie de traçabilité, qui va capitaliser tout ce qu’il y a à vérifier et valider pour chaque opération ou chaque phase de production (validations simples, traçabilités, identifications de composants, saisie de paramètres…)

Ces deux « parties » doivent donc être synchronisées et avancer en parallèle : là réside le secret !
L’opérateur n’a donc plus besoin de feuilleter son document de travail car on lui fournit la bonne information au bon moment. L’opérateur est guidé dans l’enchaînement de ses actions, minimisant le risque d’erreurs « d’aiguillages » ou d’oubli et lui permet de se focaliser sur la qualité de son opération dans laquelle réside toute sa plus-value.
L’intégration dans le logiciel MES est évidente : on ajoute une page permettant de visualiser l’état d’avancement des OFs, des pièces, de typer les causes d’interruptions (vision globale de l’état de l’atelier…) et on obtient une solution qui permet d’avancer vers le zéro papier dans l’atelier.
Frédéric Henrionnet
CT Infodream
Sources : Les captures d’écran ont été réalisées à partir du logiciel : Qualaxy Process, le module de la Suite Qualaxy pour digitaliser vos processus