Qu’est-ce que le tolérancement inertiel ?
Dans cet article, nous allons aborder la notion de tolérancement inertiel. Nous verrons comment cette façon de tolérancer s’applique aux caractéristiques d’une pièce mais aussi au pilotage des processus à l’aide des cartes de contrôle.
Définition du tolérancement inertiel
Le tolérancement inertiel est une notion développée par Maurice Pillet à l’université de Savoie. Elle part d’un constat simple : le système de tolérance actuel n’est pas toujours adapté.
Au pire des cas, il impose parfois des tolérances impossibles à tenir en production, ou alors avec des coûts trop importants.
Le tolérancement statistique permet d’agrandir les tolérances en prenant en compte les cas improbables d’assemblage de pièces en bordure extrême de tolérance. Il présuppose le bon centrage de la production, et les cas improbables deviennent beaucoup plus probables au moindre décentrage.
L’idée de base est donc de revenir à la fonction perte de Taguchi
On minimise le coût quand on est sur la cible. L’objectif n’est plus de mettre la caractéristique dans un intervalle de tolérances, mais le plus proche possible de la cible !
L’inertie se calcule en fonction de l’écart-type et de l’écart à la cible de la production. On peut s’autoriser une plus grande dispersion si on est bien centré.
De même, on peut accepter un décentrage de la moyenne si on disperse peu. Ceci permet de garantir la robustesse finale du produit fini quels que soient les lots de pièces utilisées. A condition toutefois que l’on ait respecté les inerties spécifiées sur ces lots.
Que propose le tolérencement inertiel ?
Le tolérancement inertiel propose donc :
• une autre façon de tolérancer avec les tolérancements :
– inertiel : 10 0,003 STI
– arithmétique : 10 ±0,01
– statistique : 10 ±0,01 STQ
• d’autres indicateurs comme :
– I (Inertie)
– Cpi / Ppi (capabilité inertielle)
• mais surtout une autre façon de penser, un nouveau paradigme :
– le but étant de limiter la variabilité autour de la cible (on place la cible au centre) ;
– on sort de l’incohérence du tolérancement classique. En effet, ce dernier explique que parfois il faut régler alors que les produits sont bons (au sens conformité). Et que parfois il faut laisser le processus alors que les produits ne sont pas bons (toujours au sens conformité) !
Le tolérencement inertiel pour le pilotage des processus
L’étape suivante est naturellement de passer au pilotage inertiel des processus.
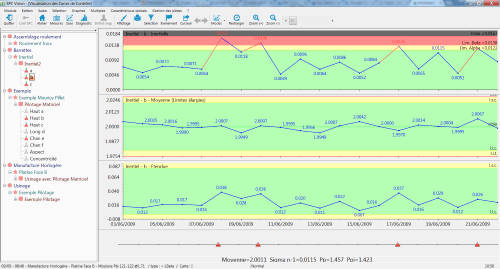
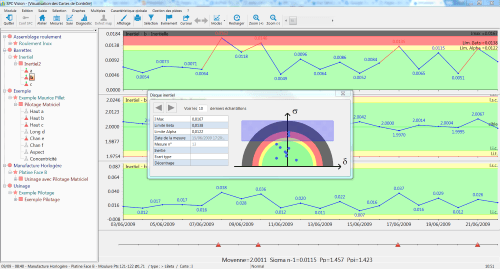
Le pilotage des processus passe par l’établissement d’une carte de contrôle, où l’on va suivre l’inertie des échantillons. Cette carte de contrôle va avoir 4 zones (verte, orange, rouge et noire) déterminant chacune une action différente à effectuer selon le positionnement du point.

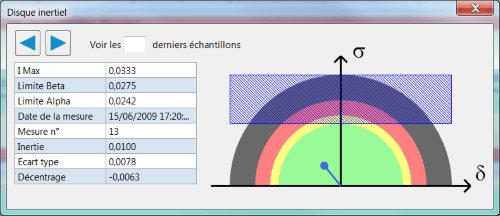
On peut aussi visualiser l’échantillon dans un ½ cercle inertiel. La dispersion se trouve en ordonnée, et le centrage en abscisse. Ces 2 dimensions simultanées permettent de percevoir l’échantillon d’un seul coup d’œil.
Le pilotage inertiel va forcément changer les habitudes. Cette modification est voulue et assumée car « il faut être près de la cible » et non pas « il suffit d’être dans les tolérances ».
Cependant, pour conserver la visualisation des cartes de Shewart classiques, chez Infodream, nous avons décidé de proposer un triplet de cartes :
• pilotage inertiel
• moyennes
• écart-types
Le tolérencement inertiel pour la maîtrise des processus industriels
L’application de toutes ces étapes forme ce que Maurice Pillet appelle la « Maîtrise Inertielle des Processus ».
Ces étapes sont définies et existent dans notre logiciel Qualaxy SPC :
• Définition des caractéristiques
• Calcul d’une tolérance inertielle
• Détermination de limites élargies et/ou de limites inertielles
• Pilotage grâce à la carte de contrôle inertielle 4 zones
• Visualisation du ½ cercle inertiel échantillon / échantillon ou sur une population
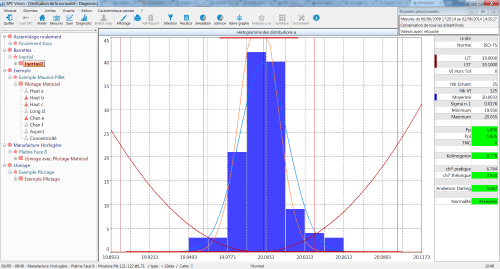
• Analyse de l’histogramme avec segment d’excursion de la moyenne et segment de dispersion autorisés.
• Calcul des indicateurs de capabilité inertielle
Quelles sont les applications de la maîtrise inertielle des processus ?
• Assemblage de pièces dont les tolérances calculées au pire des cas sont trop serrées
• Injection plastique
• Multi-empreintes
Cet article a pour but de présenter la notion de « Maîtrise Inertielle des Processus » de manière générale. Toutes les formules de calcul, autres notions statistiques et règles de pilotage ont été volontairement occultées.
Frédéric Henrionnet
CT Infodream
Sources :
- Norme NF XP E 04-008 / UNM 08D-038
- Travaux de Maurice Pillet sur le sujet
- Copies d’écrans tirées du logiciel Qualaxy SPC
En savoir + sur le logiciel Qualaxy SPC